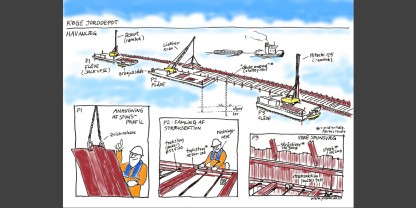
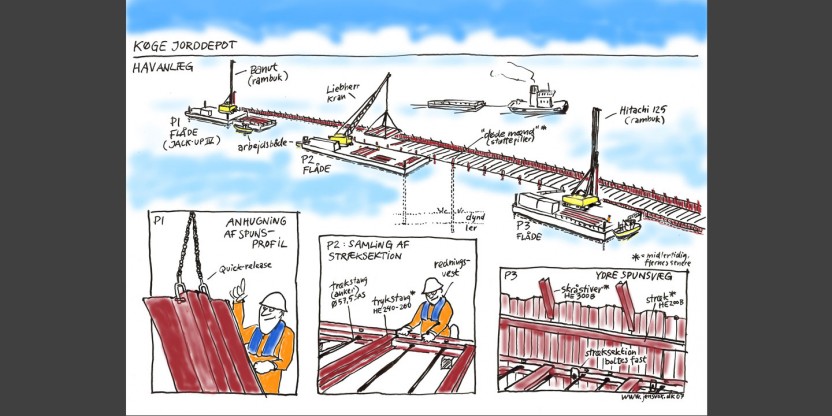
Dobbeltspunsen udføres fra 3 produktionsflåder (P1, P2, P3), der arbejder forskudt i spunstracéet. Afstanden mellem flåderne er ca. 100 m. Alle spunsjern rammes som minimum 2 meter ned i den underliggende lermembran for at sikre, at ingen forurenende stoffer kan trænge ud i det omgivende miljø. I alt blev brugt 5.600 ton stål til spunsindfatningen.
P1 udfører:
Ramning af spuns frontvæg ved brug af 16 m lange dobbelt z-profiler uden låsetætning, hvor der for hvert andet spunsjern rammes en skrå interimspæl, som svejses til spunsen sammen med et interimsstræk. Skråpælene skal sikre konstruktionens stabilitet under udførelsen indtil dobbeltspunsen er sandfyldt. Ramningen foretages fra jack-up flåde af rambuk med påmonteret 6 tons hydraulisk hammer.
P2 udfører:
I denne arbejdsproces bliver stræksektioner samlet og monteret. Til at bære stræksektionerne bliver interimspæle placeret mellem den eksisterende frontvæg og den kommende bagvæg og bærekonsoller svejses på frontvæggen. Stræksektionerne og frontspunsen samles med hovedbolte, hvorefter interimsstrækket i toppen af væggen kan afmonteres. Arbejdet udføres fra en 20 X 45m flåde med larvebåndskran.
P3 udfører:
Ramning af bagvæg direkte imod de monterede stræksektioner. Bagvæggen er opbygget af dobbelt z-profiler med Roxan låsetætningssystem i centerlåsen samt i den ene frie lås. Roxanen reagerer med vand og svulmer op til ca. dobbelt størrelse ved vedvarende vandpåvirkning, hvorved låsene bliver tætte. Spunsen boltes sammen med strækket. Derefter fjernes støttepillerne efter friskæring fra konsollerne. Ramningen foretages med rambuk med en 6 ton hammer. Indpumpning af sand og trækning af skråstivere: Sandet indpumpes på en måde så dobbeltspunsen ikke udsættes for utilsigtede dynamiske/hydrauliske påvirkninger og jævnes ud af en trascavator. I den dobbelte spuns er indpumpet 130.000 m³ fra skib. Efterfølgende trækker en
rammemaskine de midlertidige skråpæle efter friskæring.